The good flame and weather resistance, the low permeability and thermal, electrical and acoustic insulation, the high transparency, the high price / performance ratio, the good processability, the recyclability and versatility assured through compounding, make PVC the appropriate polymer for countless applications involving calendaring or extrusion of rigid and flexible films, blow moulding of bottles, extrusion of flexible or rigid pipes and profiles, cable insulation and sheathing and injection moulding of parts for multiple purposes.
The intimate mixing of PVC resin with appropriate additives is necessary prior to converting it into a thermoplastic melt. Dry blend mixes are powder compounds resulting from the blending together of primarily PVC resin along with the other formulation ingredients.
Batch high-speed mixing, followed by a cooling stage, is the most favored process to produce PVC dry blends at high outputs. The process is as follows:

Suction stream or screw conveying is used to transport the dry blend to the feed stations for Processing.
Other important criteria also have to be considered for the dry blend mixing stage and subsequent transportation to the processing equipment:
High-intensity mixers are vertically mounted cylindrical bowls, of volume varying from 40 to 2000 liters, with the mixing tool (propellers or knives) base mounted on a mixing shaft and a top deflector to redistribute the material. Tool blade designs vary depending on the manufacturer. Tool speeds of 300 up to 1500 rpm are used, depending on the motor drive and bowl volume. A deep vortex is created to allow the material to be constantly rotating within the bowl and thus there is an optimum mixer loading to achieve this effect. Under the effect of primarily frictional heat, the temperature rises, allowing the absorption of the liquid and low- melting solid components. Further mixing ensures that the non-melting components are efficiently dispersed (in some cases fillers and certain pigments are added just prior to reaching the final mixing temperature). The hot mix (now around 120–130 °C) is transferred to a much larger (twice to three times the volume of the intensive mixer) water-cooled, low-intensity mixer until a temperature of ~50-60°C is reached. The aim is to expose the dry blend to as much effective cooling surface as possible. This results in reduced agglomeration and improved free- flowing properties (by reducing electrostatic charges).
The removal of dust and fumes from the workplace is also necessary for such installations.Batch monitoring and verification of composition procedures should also be in place. Motor load amperage and mixing temperature increase are also good records of the mixing process.
For certain operations or scale of operations, the dry blend is fed directly into the processing equipment. For some processes or smaller scale operations, like injection moulding of pellets, the dry blend (PVC) must be gelled/melt compounded, usually into a pellet or dice product form. This may be necessary for the type of processing equipment used for shaping the material, e.g., PVC Pipe fitting where a high degree of homogenization is required to achieve the performance requirements of the final product.
Chlorination of PVC reduces the forces of attraction between the molecular chains. C-PVC is also essentially amorphous. Both of these factors allow C-PVC to be stretched more easily and to a greater extent than PVC above its Tg,. C-PVC has a Tg, approximately 50% higher than PVC but also has a higher melt viscosity in processing.
Continuous melt compounding extruders are now the favoured option based on:
A twin-screw feeder unit is used to dose dry blend into the compounder. A discharge screw feeds the melt into a pelletizer unit, which is a multi-hole die plate through which the melt is forced into strands, cut by rotating knives, and cooled.
Almost exclusively used for extrusion of PVC-U into pipe, profile, sheet, and compounds (including flexible), extrusion equipment consists of a cylindrical barrel containing two close- fitting, intermeshed, counter-rotating Archimedean screws. Low shear processing and venting capabilities are key features of twin-screw extruders. Venting is carried out under vacuum (degassing) to remove volatile components at the appropriate fusion stage. PVC dry blend is fed in via a hopper at the start of the screws and is conveyed forward, softened, sheared, and finally gelled by rotation of the screws and the heat of the barrel. The resulting homogeneous viscous melt is forced through a heated die fitted to the exit end of the barrel. Thereafter the downstream equipment sizes or calibrates, cools, and pulls off the product which is also cut to desired lengths.
The heated screws rotate in opposite directions (one screw clockwise, the other screw anticlockwise) to each other and perform three basic functions, feeding, gelation, and metering, with the screw flights designed accordingly. Venting is incorporated to remove entrapped air and volatiles. The barrel is temperature controlled, usually in different zones along the length. The concept of twin-screw extrusion is short residence time in order to minimize thermal degradation, linked to high output. Screws are typically nitrided, molybdenum plated, and/or chromed to protect against acid corrosion, abrasion (primarily from the filler), and contact with the barrel wall. Barrels are internally lined with various high-alloy nitrided steels. Screw design is complex, but enables the melt temperature (which can be in the region of 190–200°C) to be controlled more accurately. Screws are categorized by the ratio of their length to depth (L/D ratio) and have been 22:1 (22D) and 26:1 (26D). New 36D extruders have also been introduced which are claimed to have higher output in combination with less wear. Dry blend can be fed into the extruder either by flood or doser feeding, determined by the dry blend flow characteristics, packing density, and output requirements. Flood feeding is obviously the preferred option.
Two main types of screw design are used, i.e., conical and parallel. Conical twin-screw extruders have two intermeshing screws which together form a cone shape(see Figure ).
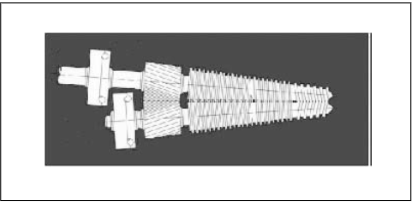
These screws are shorter, with larger diameter shafts than parallel screws. Screw deflection inside the barrel is reduced and as a result this extends the life of screws and barrel. The feeding zone offers more surface area allowing faster and more uniform heat transmission. Thrust bearings are much larger than with parallel screws. A smaller exit diameter lowers rotational shear and reduces back thrust, while increasing pumping efficiency. Conical twin-screw extruders are usually used for low to medium output ranges. Later developments have focused on increasing output by increasing screw flight depth, particularly at the metering zone.
Parallel twin-screw extruders have two intermeshing parallel screws with higher output capability, due to higher torque power input. A wider processing window is also believed to be a feature.
Polyvinyl chloride (PVC) is a versatile and energy efficient thermoplastic with an extensive range of applications. Unmodified PVC resin has very little utility due to poor physical properties and processability. PVC is almost always converted into a compound by the incorporation of additives such as plasticizers, heat stabilizers, light stabilizers, lubricants, processing aids, impact modifiers, fillers, flame retardants/smoke suppressors, and, optionally, pigments. These additives can influence or determine a number of the product properties, namely; its mechanical properties, its light and weather fastness, its colour and clarity and even its electrical properties.
A typical rigid PVC compound can have total additives (heat stabilizers, lubricants, processing aids, fillers etc.) of 8 to 37 parts per 100 parts of base resin (phr). In case of flexible PVC compounds can contain 25 to 80 phr of plasticizer.
Additives will influence or determine the mechanical properties, light and thermal stability, colour, clarity and electrical properties of the product. Once the additives have been selected, they are mixed with the polymer in a process called compounding. PVC compounds are made into products using a variety of processing methods, which include extrusion, injection moulding, blow moulding, calendering, spreading and coating.
Additives can be broadly classified as below:
a. Heat StabilizersThe role of the heat stabilizer can be summarized as follows:
The choice of heat stabilizer depends on a number of factors including the technical requirements of the PVC product, regulatory approval requirements and cost.
There are several types of stabilizers for PVC resin listed as follows
Unmodified PVC has relatively poor impact strength at, and below, ambient temperatures and the inclusion of an impact modifier significantly improves its performance, in particular the notch sensitivity (sensitive to stress concentrations at the notch). Impact modification is achieved by incorporating rubber domains into the polymer matrix, which, of course, must fit well within the matrix. Good dispersion and adhesion to the PVC matrix is essential.
The mechanism for impact improvement depends on the rubber component being able to absorb impact energy without the propagation of crazes and cracks. Examples of the different generic types of impact modifier that can be added to PVC formulations are:
Impact modifiers can influence gelation and melt viscosity. Having limited compatibility with PVC, it is believed that the impact improvement is achieved via the interruption of the homogeneous morphology into a heterogeneous structure. Acrylic modifiers have good processing characteristics linked to reduced die swell and good outdoor weathering stability. Based on a crosslinked butylacrylate elastomer core and polymethacrylate core-shell technology, produced by emulsion polymerization, the elastic core of the modifier has a hard shell to keep the product free flowing and couple the modifier to the PVC matrix.
CPE impact modifiers contain around 35% chlorine and are thermoplastic in nature. With a Similar melting point to PVC, they initially form a network structure which changes to a particulate structure on processing. They also have good processability and excellent weathering performance. CPE also acts as an internal lubricant providing improved flow characteristics to the PVC polymer melt. The incorporation of relatively small amounts CPE has been shown to improve the strength and toughness of PVC pipes. MBS impact modifiers also depend on core shell technology, with a polybutadiene/styrene core and a polymethyl methacrylate/styrene shell.
Process aids are added primarily to PVC to improve fusion characteristics and melt flow during the processing stage. Addition levels are typically from 1 to 6 phr with resultant improvements in output and surface finish. Transparency can also be improved in clear formulations. Chemically, these products are either acrylic polymers (methyl methacrylate or acrylate) or styrenic copolymers (containing methacrylate).
The molecular weight and Tg control their efficiency. Having high compatibility with PVC, these high-molecular weight materials entangle the shorter PVC chains and transfer the shear generated during processing to promote fusion. The effects of processing aids can be summarized as follows:
Lubricants classically function in two ways:
(1) Externally to reduce friction between the polymer melt and hot metal surfaces during
processing; and
(2) Internally to reduce frictional forces within the polymer matrix and, in so doing, lower the
effective viscosity.
External lubricants, by definition, have poor compatibility with PVC and migrate to the surface to create metal release. Internal lubricants are more compatible, have high polarity, and are therefore more soluble in PVC. Both types are essential for processing of PVC formulations, particularly taking account of the differing shear conditions resulting from extrusion, or injection moulding. In practice, most lubricants have both external and internal characteristics, but vary in the ratio of one to the other in the way they perform. However, the correct balance and type of internal to external and addition level are crucial due to the influence on gelation level, plate-out of incompatible materials in the die and calibration equipment, and physical properties.
The main chemical classes that make up lubricants are all waxes or soaps and are as follows:
Amide wax – ethylene bis stearamide (EBS) has a balance of internal and external behavior.
Hydrocarbons, which can be split up as:
- Paraffin waxes – linear alkanes with chain lengths varying from C20 to C50 which are
very external in nature. The lower molecular weights show some internal character.
- Polyethylenes (PE) with molecular weights ranging from 500 to 1000 (C35–C70) with
linear or branched molecular chains, differing from the paraffin waxes in end groups.
- Oxidized polyethylene waxes which result from oxidation of PE waxes causing breaks in
the molecular chains and the formation of acid groups. They are very external in nature
because of excellent metal release characteristics.
Esters of many types such as:
- Glycerol esters such as the liquid glycerol monooleate (GMO) and the solid glycerol
monostearate (GMS) which are mostly internal functioning with GMS having some external
properties.
- Montan esters, obtained from brown coal, and consisting of montanic acid esters with
long chain aliphatic alcohols. Chain length is in the region C28–C34 with a broad range of
lubricant functionality and high compatibility. Particular use is in profile and calendered
formulations.
Fatty acids such as stearic acid (can be a mixture of C16 and C18) or hydroxy stearic acid. External lubricating behaviour with some internal lubrication.
Metallic soaps, in particular calcium stearate, which acts as an internal lubricant by improving flow but increases internal shear and mould release. Also acts as an acid scavenger. It is a very commonly used lubricant.
Assessment of lubrication performance, on a processing machine, is carried out taking account of energy consumption (motor load, screw speed, and output), surface finish, melt flow, and physical properties. In the laboratory, gelation measurement based on time and melt viscosity is carried out using a torque rheometer or mill. This takes account of the internal lubrication effect (lowering of melt viscosity with no significant change on fusion or mill stick times) and external lubrication (little influence on melt viscosity but does significantly influence fusion or mill stick times).





